

Tirón en Frío o Método Atómico para limpiar la boquilla de nuestra impresora 3D
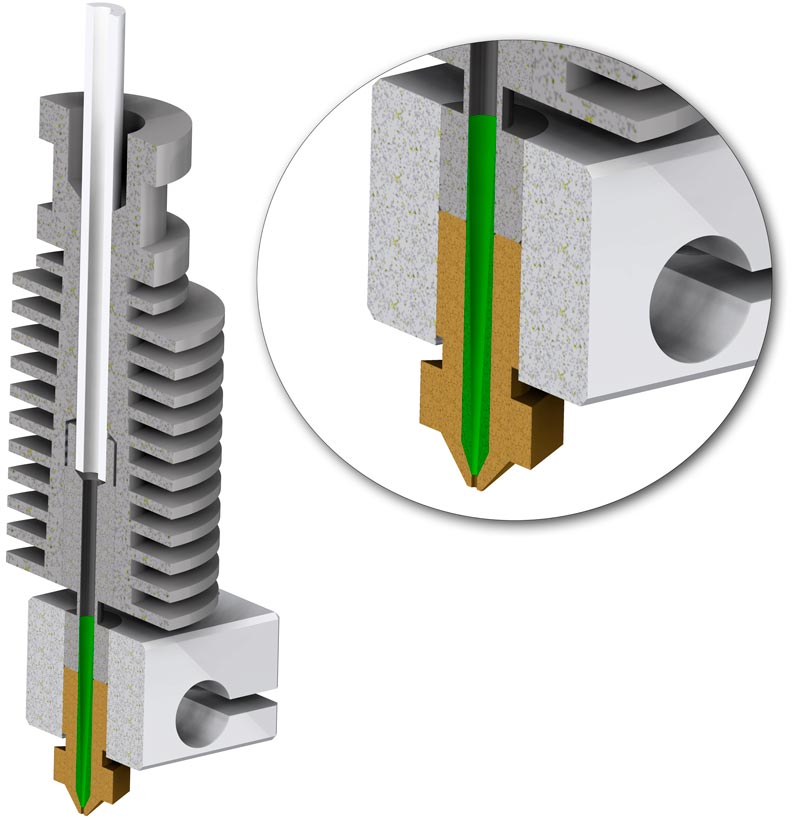
El Tirón en frío o Método Atómico es una técnica para limpiar la boquilla. Puede realizarse tras un atasco, o como limpieza preventiva tras un cambio de material o muchas horas de impresión.
Con la técnica de Tirón en frío conseguimos extraer de la boquilla residuos y/o partículas quemadas de filamento que se adhieren a las paredes de la boquilla dificultando o imposibilitando la impresión 3D.
Es una técnica sencilla de realizar que no requiere de desmontar el hotend. Por lo que es muy recomendable ante cualquier problema relacionado con la extrusión, y siempre preferible a cualquier otra intervención como cambiar boquillas, limpiar mecánicamente, etc.
Para realizarla necesitaremos filamento, preferentemente de un color claro poder ver fácilmente los residuos que hemos sacado.
Este método se puede realizar con cualquier material, aunque materiales “pegajosos” con algo de flexibilidad y resistencia serán los ideales, como por ejemplo PLA3D850 o PETG. Nosotros recomendamos estos materiales ya que son materiales que se pegan bien a los residuos y son suficientemente resistentes para realizar el tirón. En el caso del PETG, su temperatura de trabajo es intermedia por lo que nos ayudará especialmente si estábamos imprimiendo con materiales que requieren de una temperatura mayor al PLA, como por ejemplo para limpiar un atasco de ABS o material flexible.
Los residuos pueden llegar a nuestra boquilla por muchos factores, entre ellos:
- Por el ambiente donde imprimimos: las partículas de polvo que se depositan durante la impresión en el filamento.
- Como parte del filamento: especialmente en filamentos de baja calidad, estos pueden contener impurezas que favorezcan la acumulación de suciedad.
- Por una configuración incorrecta de la impresión: incluso los materiales de alta calidad se degradan a temperaturas altas, si usas temperaturas fuera del intervalo recomendado por el fabricante o si el filamento permanece caliente sin fluir durante mucho tiempo, el filamento se estropeará y se irá acumulando en las paredes del hotend en forma de residuos.
- Por el uso normal de la impresora: aunque sólo usemos filamento de buena calidad es normal que de forma muy paulatina se acumulen algunos residuos, por lo que puede ser conveniente realizar este método, aunque no haya un atasco, de forma preventiva.
- Cabe señalar que las boquillas pequeñas son más propensas a acumular residuos, ya que la extrusión de estos por el orificio es más difícil cuanto más pequeña sea la boquilla.
Los residuos pueden estar en la boquilla de diferentes maneras:
- Atasco parcial: el extrusor sigue funcionando, pero el flujo de material es insuficiente.
Restos de filamento se quedan pegados en las paredes del nozzle dificultando la impresión. En este caso, la impresora seguramente pueda seguir imprimiendo, pero si intentamos manualmente extruir material notaremos una resistencia superior a la habitual, si la acumulación es grande podremos notar también una disminución de flujo (subextrusión).
- Atasco total: filamento quemado en la boquilla bloqueando totalmente la salida. Este tipo de atascos se puede prevenir en muchas ocasiones ya que puede originarse a partir de un atasco parcial. En muchas ocasiones se puede limpiar realizando este método por lo que vale la pena intentarlo, pero no siempre va a ser posible, en cuyo caso puede ser necesario el reemplazo de la boquilla.
Para realizarlo seguiremos las siguientes pautas:
- Retirar el filamento con el que se estaba imprimiendo.
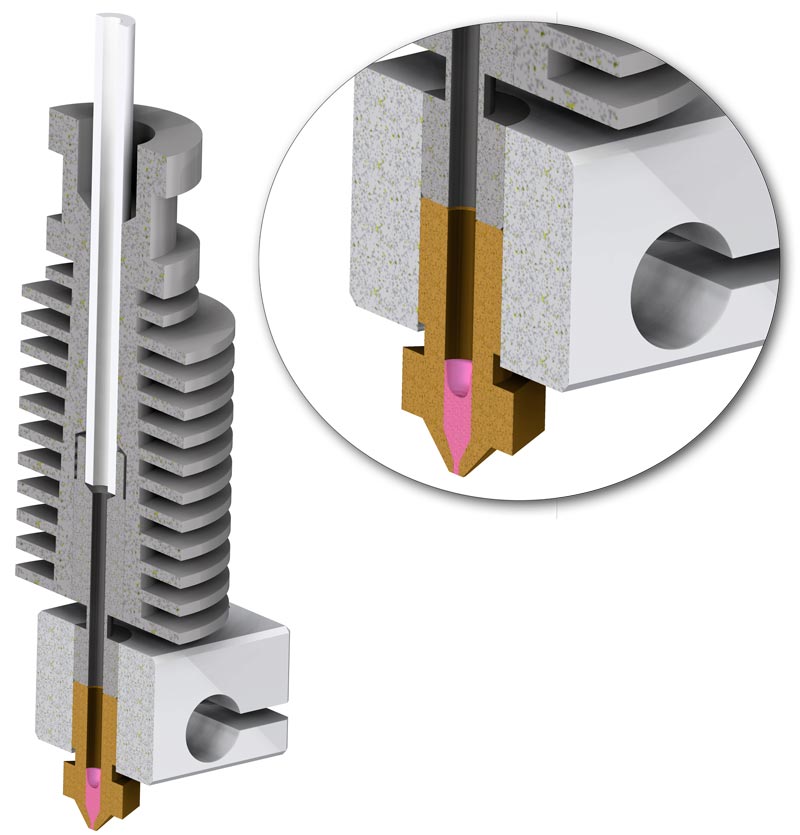
- Introducir PLA o PETG (calentando el hotend a la temperatura de trabajo del material que vamos a usar).
- Hacer que extruya un poco de material (en caso de que sea posible). Si no extruye nada de material podemos usar una aguja de diámetro inferior o igual al nozzle para ayudar a que salga algo de material.
- Enfriar el hotend a 80-110ºC dependiendo del material. Empezar por temperaturas bajas, si el material parte sin traer restos volver a intentar con una temperatura algo mayor.
- Tirar del filamento de una forma firme y constante (aflojar la tensión del tensor del extrusor para que nos permita realizar esto sin impedimentos).
Una vez extraído el filamento veremos como trae residuo del filamento anterior y, dependiendo del caso, trozos de filamento quemado. Recomendamos realizar esta operación tantas veces como sea necesario hasta que consigamos extraer el filamento limpio, de modo que no queden partículas que sigan dificultando la impresión.
En estas imágenes podéis ver diferentes muestras de limpieza:

En esta primera imagen se aprecia una mezcla de trozos de plástico quemado y restos de filamento negro de la anterior impresión (se aprecia reflujo). En las siguientes imágenes podemos ver la limpieza realizada con diferentes grados de suciedad.




Artículos Relacionados






")
")
3 Comentario(s)
Muy interesante, Creia que el filamento de limpieza era de nylon y habia leido que el tiron se hacia 170ºc, los resultados con mi tecnica no son muy lucidos provare con la vuestra, gracias por compartir
Una pregunta que tal los filamentos de limpieza que han salido ¿que resultado dan?\r\n\r\n¿se extruyen simplemente o se da tiron?, bueno han sido dos
Aquí no los hemos probado aún, cabe esperar que funcionen mejor, pero con PETG ya va bien, incluso con PLA se puede hacer.
Dejar un comentario