

To be able to speak properly about Warping, it is important to understand a physical property, "thermal dilatation" and how this physical phenomenon influences our 3D prints.
Thermal expansion
The definition is:
This shrinkage occurs in several stages during 3D printing:
- When the filament is cooled from extrusion temperature to solidification temperature. This first part does not generate stresses, but it can generate dimensional inaccuracy.
- During the solidification process, a very pronounced thermal contraction occurs as the polymer molecules begin to organize, normally in an amorphous structure, although a certain degree of crystallization can also be achieved by increasing the rigidity of the part.
- Once solid, until reaching room temperature.
Contrary to what happens with other materials, 3D printing plastics, (or correctly said thermoplastic polymers), do not solidify at a specific and exact temperature, like water at 0 degrees, but instead go through an intermediate state in the which has a viscous behavior. Most materials have a "glass transition temperature" below the "melting point". In this temperature range the material can deform slowly, while its internal molecules are reorganizing.
Thermic dilatation coefficient
It is the factor that measures the relative change in volume or length of the material. This coefficient is practically linear in solids, so we can predict its behavior with relative ease, outside of 3D printing we find the consequences clearly in many areas:
- Expansion joints under construction.
 Expansion joint with a curious pattern on a pedestrian path.
Expansion joint with a curious pattern on a pedestrian path. - Other manufacturing processes, such as injection or molding.
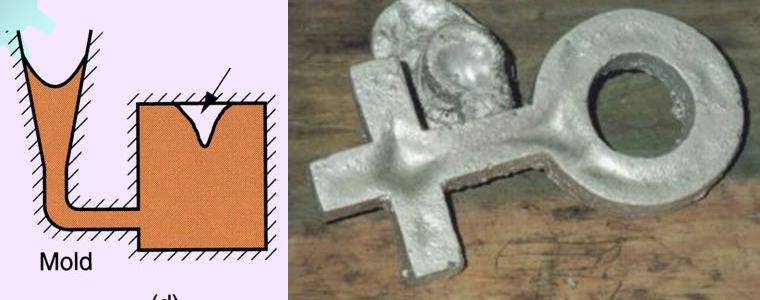 Typical defect due to thermal contraction in parts produced in molds / dies.
Typical defect due to thermal contraction in parts produced in molds / dies. - Train tracks.
 You can see how one of the tracks is bent, this happens if the expansion joints are not enough.
You can see how one of the tracks is bent, this happens if the expansion joints are not enough.
As you can see from this, dealing with thermal shrinkage can be challenging in certain situations.
How does this influence our printings?
In a very clear and predictable way, each layer and part will contract as it solidifies and cools. This will be more pronounced when:
- The higher the solidification temperature of the material.
- The material has a higher coefficient of thermal expansion.
Using materials that solidify at low temperatures and also have a low coefficient of thermal expansion, we will hardly notice this phenomenon and vice versa. A clear example are ABS and PLA, both with opposite properties in this regard.
 Piece with clear defects due to Warping, it can be seen how warping is more visible in the salient areas, where stresses accumulate, and how the upper part remains deformed until a point where the deformation stabilizes.
Piece with clear defects due to Warping, it can be seen how warping is more visible in the salient areas, where stresses accumulate, and how the upper part remains deformed until a point where the deformation stabilizes.
How to avoid warping?
We can approach it from several perspectives:
- From the manufacturer's point of view:
- Adding additives to the material and/or selecting the raw material.
In this way, it is possible to modify the properties of the material, it is possible to lower the melting point of the material and alter its thermal contraction. This has its consequences, lowering the melting temperature of the material may not be suitable for certain applications. - Producing a composite material.
This solution is much more innovative and can have significant benefits. A very representative example is carbon fiber reinforced filament.
Nylon is one of the 3D printing materials with the highest melting point and thermal contraction. In turn, with better mechanical properties, making it a highly desired material that becomes excessively difficult to work with.
By adding carbon fibers we achieve two positive effects: we reduce their thermal contraction, since in fact carbon fibers do not melt during the 3D printing process, and we also improve their mechanical properties.
Other materials with a high melting point such as polypropylene are also combined with carbon fiber. - From the point of view of the design of the pieces.
We know that thermal shrinkage is going to occur and that must be taken into account when designing parts, the same as with all other manufacturing processes.
Parts designed for 3D printing are normally not suitable for injection or machining in aluminum, without at least making some adjustments (example: draft angles). - Round edges.
It is something very simple that helps us to allow the stresses to run through the part without generating areas of stress accumulation that generate significant deformations and / or excessive residual stresses. - Avoiding external and internal bridges.

The RepRap logo is a clear example of the teardrop shape typically used on 3D designed parts. This geometry of a hole causes a gradual closure of the same. Avoiding the tensions caused by the closure of the circumference if it had not been closed in this way. - Maximizing the contact area with the hot base.
In this way, the joint area is larger and the tension is distributed over a larger surface, avoiding accumulations and potentially detachment and warping. - Avoiding oversized parts.
As we have seen, the contraction is a coefficient, so it will be greater the larger the piece, so that if we make small pieces these will be more precise, easy to print and resistant. - Correctly selecting the material.
There are materials such as PETG that offer us very good mechanical properties, a good material cost, and also do not undergo much warping. We can replace the ABS that if it suffers a lot of warping by PETG in many applications where the working temperature does not exceed the PETG limit, in this way we will avoid unnecessary difficulties. - Setting up the printing.
Once we have the correctly modeled piece and the chosen material, we have an important range of configurations and products that we can use: - Heated bed.
The heated bed has a great influence on warping and thermal contraction: - On the one hand, it favors the union between the material used and the base, either PEI, buildtak type, or glass with lacquer.
The selection of the base must be according to the material used. There are materials such as PLA that adhere very well to almost all materials, but others such as ABS need greater consideration as they have greater difficulty as they are not very "sticky". - It postpones the thermal contraction, since if the material solidifies at 120 degrees, and we have the bed at 100 degrees, the thermal contraction will be proportional to a decrease in 20 degrees, if we have it at 80, it will be proportional to 40 degrees, double in this example.
When we finish printing, the piece will finish contracting while its temperature drops to room temperature. - The hot bed transmits the temperature to the piece through contact, creates a higher temperature zone, but as the piece is higher, the hot bed has less influence, in these cases it is convenient to use a cabin, or at least avoid drafts. air.
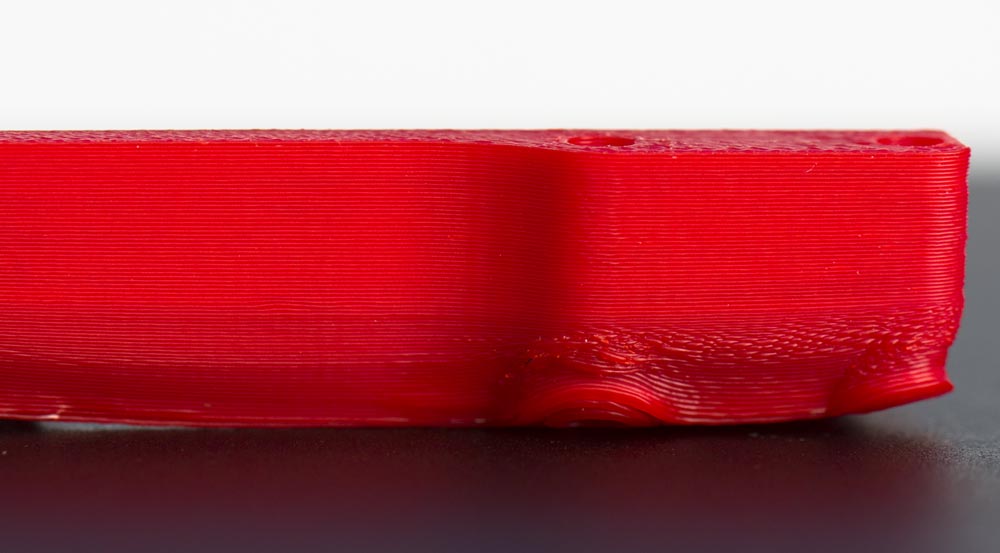
 In this image we can see a poorly calibrated first layer, where the separation is excessive, the lines do not touch and therefore the union is not correct.
In this image we can see a poorly calibrated first layer, where the separation is excessive, the lines do not touch and therefore the union is not correct. - Extrusion height and width of the first layer.
We are interested in ensuring that the first layer is fully adhered to the printing base, one of the techniques is to increase the extrusion width / height ratio, while making sure that the first layer is correctly calibrated. In this way we ensure that there is no "air" between the filament and the printing base. - Printing speed.
Thermal contraction causes a constant tension that lasts over time, in addition, the piece cools slowly while printing, so generally printing quickly avoids the appearance of warping. - Filling.
Thermal contraction, as we have seen, is linear, so the greater the amount of material, the greater the forces we will have and the slower the printing will be. Very high fillings are a factor that can contribute to the appearance of warping.
In addition, the filling pattern also influences, "gyroid" and "octagram spiral" patterns absorb part of this deformation and help us avoid warping.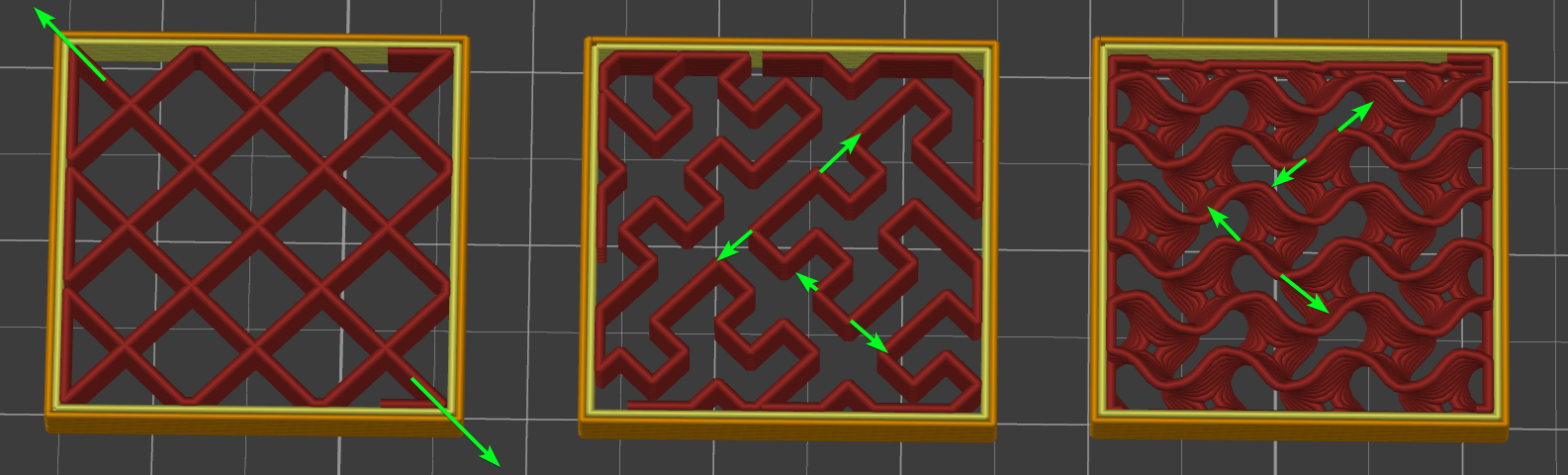
In this image you can see three types of fillings, the first "grid", each straight line when contracted pulls from the ends, as each of the lines is as long as possible, the accumulated tension is maximum and produces greater tensions in the outside of the piece.
In the second piece, "Hilbert Curve", the straight lines are not continuous, but form a pattern, making each segment contract in one direction and can deform without taking stresses to the outside. The disadvantage of this pattern is that it also reduces the resistance of the part to stresses in X and Y.
The third pattern "Giroide" uses curved lines, with a pattern also in Z, each curve contracts and deforms independently, without taking the stress to the outside of the piece, this pattern offers better resistance in X and Y than the Hilbert curve, but when contracting, each wave is slightly deformed in Z, and this can cause a problem in certain prints.
Materials that are most affected by Warping.
- Nylon (PA), is a material that is used a lot on a daily basis, for example cable ties, ropes, and brushes, etc. Since it has very good mechanical properties, such as flexibility, wear resistance, etc. But it is one of the materials that has the highest thermal contraction, and therefore the highest warping.
- Polypropylene.
- ABS and ASA.
Do you know other materials that present a lot of warping? Maybe another trick to fix and avoid it? Feel free to leave any comments!
Related Products





1 Comment(s)
Thank you for the suggestion. I'll give it a try.
Leave a Comment